



Diamant-Drot-Schneidtechnologie ass och bekannt als Konsolidéierungs-Abrasiv-Schneidtechnologie. Et ass d'Benotzung vun der Galvaniséierungs- oder Harzbindungsmethod vun Diamant-Abrasiven, déi op der Uewerfläch vum Stoldrot konsolidéiert ginn, wouduerch Diamantdrot direkt op d'Uewerfläch vun enger Siliziumstang oder engem Siliziumbarr wierkt fir e Schleifen ze produzéieren an den Effekt vum Schneiden z'erreechen. Diamant-Drot-Schneiden huet d'Charakteristike vun enger schneller Schnëttgeschwindegkeet, héijer Schnëttgenauegkeet a geréngem Materialverloscht.
Aktuell ass de Maart fir Siliziumwafere mat Diamantdrotschneiden um Eenzelkristallmaart voll akzeptéiert, awer am Promotiounsprozess gouf och mat Samtwäiss konfrontéiert, dorënner dat heefegst Problem. Aus dësem Grond konzentréiert sech dëse Pabeier op d'Problem vum Samtwäiss beim Schneiden vu monokristalline Siliziumwafere mat Diamantdrot.
De Botzprozess beim Diamantdrotschneiden vu monokristalline Siliziumwafer besteet doran, de Siliziumwafer, deen vun der Drotsägemaschinn geschnidden ass, vun der Harzplack ze entfernen, de Gummisträifen ze entfernen an de Siliziumwafer ze botzen. D'Botzausrüstung besteet haaptsächlech aus enger Virreinigungsmaschinn (Entgummungsmaschinn) an enger Botzmaschinn. Den Haaptbotzprozess vun der Virreinigungsmaschinn ass: Fütterung-Sprëtzen-Sprëtzen-Ultraschallreinigung-Entgummung-Spullen mat propperem Waasser-Ënnerfütterung. Den Haaptbotzprozess vun der Botzmaschinn ass: Fütterung-Spullen mat rengem Waasser-Spullen mat rengem Waasser-Alkaliwäschen-Alkaliwäschen-Spullen mat rengem Waasser-Spullen mat rengem Waasser-Virdehydratioun (lues Hiewen)-Trocknen-Fütterung.
De Prinzip vun der Produktioun vun Eenkristall-Samt
Monokristallin Siliziumwafer ass d'Charakteristik vun der anisotroper Korrosioun vu monokristalline Siliziumwafer. De Reaktiounsprinzip ass déi folgend chemesch Reaktiounsgläichung:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
Am Fong ass de Prozess vun der Bildung vu Suede: eng NaOH-Léisung fir verschidde Korrosiounsraten op verschiddene Kristalloberflächen, (100) Uewerflächenkorrosiounsgeschwindegkeet wéi (111), sou datt (100) op de monokristalline Siliziumwafer no der anisotroper Korrosioun schliisslech op der Uewerfläch e véiersäitege Kegel (111) entsteet, nämlech eng "Pyramidestruktur" (wéi an der Figur 1 gewisen). Nodeems d'Struktur geformt ass, wann d'Liicht an engem bestëmmte Wénkel op d'Pyramidenhang fällt, gëtt d'Liicht an engem anere Wénkel op d'Hang reflektéiert, wouduerch eng sekundär oder méi grouss Absorptioun entsteet, wouduerch d'Reflexivitéit op der Uewerfläch vum Siliziumwafer reduzéiert gëtt, dat heescht den Liichtfalleffekt (kuckt Figur 2). Wat besser d'Gréisst an d'Uniformitéit vun der "Pyramidestruktur" ass, wat méi offensichtlech den Falleffekt ass, an dest méi niddreg ass d'Uewerflächenemissiounsrate vum Siliziumwafer.
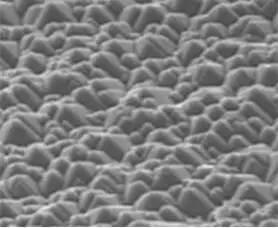
Figur 1: Mikromorphologie vun engem monokristalline Siliziumwafer no der Alkaliproduktioun
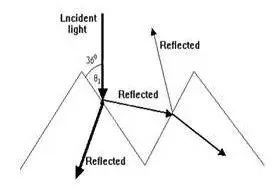
Figur 2: De Prinzip vun der Liichtfalle vun der "Pyramidestruktur"
Analyse vun der Eenzelkristallwäissung
Mam Rasterelektronemikroskop op der wäisser Siliziumwafer gouf festgestallt, datt d'Pyramidemikrostruktur vun der wäisser Wafer an der Géigend grondsätzlech net geformt war, an d'Uewerfläch schéngt eng Schicht vu "wachsegen" Reschter ze hunn, während d'Pyramidestruktur vum Suede an der wäisser Géigend vum selwechte Siliziumwafer besser geformt war (kuckt Figur 3). Wann et Reschter op der Uewerfläch vun der monokristalliner Siliziumwafer gëtt, wäert d'Uewerfläch eng Reschtfläch vun der "Pyramide"-Strukturgréisst hunn an d'Generatioun vun der Uniformitéit an dem Effekt vun der normaler Géigend ass net genuch, wat zu enger Reschtfläch vun der samteger Uewerfläch féiert, déi méi héich ass wéi déi normal Géigend, an d'Géigend mat héijer Reflexioun am Verglach mat der normaler Géigend gëtt visuell als wäiss reflektéiert. Wéi un der Verdeelungsform vun der wäisser Géigend ze gesinn ass, ass se net reegelméisseg oder reegelméisseg a grousse Beräicher, mä nëmmen a lokale Beräicher. Et sollt sinn, datt déi lokal Verschmotzung op der Uewerfläch vun der Siliziumwafer net gebotzt gouf, oder d'Uewerflächenzoustand vun der Siliziumwafer duerch sekundär Verschmotzung verursaacht gëtt.
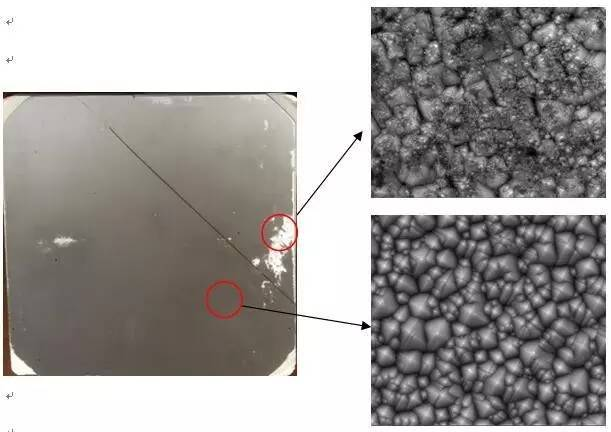
Figur 3: Vergläich vun regionalen Ënnerscheeder an der Mikrostruktur a samtwäisse Siliziumwaferen
D'Uewerfläch vum Siliziumwafer, deen duerch Diamantdrot geschnidden gëtt, ass méi glat an de Schued ass méi kleng (wéi an der Figur 4 gewisen). Am Verglach mam Siliziumwafer vum Mörtel ass d'Reaktiounsgeschwindegkeet vun der Alkali- an der Uewerfläch vum Siliziumwafer vum Diamantdrot geschniddene méi lues wéi déi vum monokristalline Siliziumwafer vum Mörtel geschniddene, sou datt den Afloss vun den Uewerflächenreschter op den Samteffekt méi offensichtlech ass.
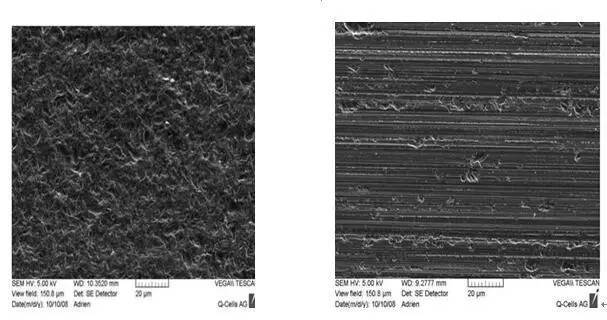
Figur 4: (A) Uewerflächenmikroskopesch Foto vun engem mat Mörtel geschniddene Siliziumwafer (B) Uewerflächenmikroskopesch Foto vun engem mat Diamantdrot geschniddene Siliziumwafer
Déi Haaptreschtquell vun der Diamant-Drot-geschniddener Siliziumwafer-Uewerfläch
(1) Killmëttel: Déi wichtegst Komponenten vum Diamantdrot-Schneidkillmëttel sinn Tenside, Dispergéierungsmëttel, Entschäumungsmëttel a Waasser an aner Komponenten. D'Schneidflëssegkeet mat exzellenter Leeschtung huet eng gutt Suspension, Dispersioun an einfach Reinigungsfäegkeet. Tenside hunn normalerweis besser hydrophil Eegeschaften, déi beim Reinigungsprozess vun de Siliziumwafer einfach ze botzen sinn. Dat kontinuéierlecht Réieren an d'Zirkulatioun vun dësen Zousätz am Waasser wäert eng grouss Quantitéit u Schaum produzéieren, wat zu enger Ofsenkung vum Killmëttelfloss féiert, wat d'Killleistung beaflosst, an zu eeschte Schaum- a souguer Schaumiwwerlafproblemer féiert, wat d'Benotzung eescht beaflosse kann. Dofir gëtt d'Killmëttel normalerweis zesumme mat engem Entschäumungsmëttel benotzt. Fir d'Entschäumungsleistung ze garantéieren, sinn déi traditionell Silikon- a Polyether-Produkter normalerweis schlecht hydrophil. D'Léisungsmëttel am Waasser adsorbéiere ganz einfach a bleiwen op der Uewerfläch vum Siliziumwafer bei der spéiderer Reinigung, wat zu wäisse Flecken féiert. An ass net gutt kompatibel mat den Haaptkomponente vum Killmëttel, dofir muss et an zwou Komponenten opgedeelt ginn, Haaptkomponenten an Entschäumungsmëttel ginn an d'Waasser bäigefüügt. Am Prozess vun der Benotzung, jee no der Schaumsituatioun, kann d'Benotzung an d'Doséierung vun Antischäumungsmëttel net quantitativ kontrolléiert ginn. Et kann einfach eng Iwwerdosis vun Antischäumungsmëttel verursaachen, wat zu enger Erhéijung vun de Reschter op der Uewerfläch vun de Siliziumwafer féiert. Et ass och méi onpraktesch ze bedreiwen. Wéinst den niddrege Präisser vu Rohmaterialien a Rohmaterialien fir Entschäumungsmëttel benotzen dofir déi meescht Killmëttel am Haushalt dëst Formelsystem; en anert Killmëttel benotzt en neit Entschäumungsmëttel, et kann gutt mat den Haaptkomponenten kompatibel sinn, keng Zousätz enthalen, et kann seng Quantitéit effektiv a quantitativ kontrolléieren, et kann exzessiv Notzung effektiv verhënneren. D'Übungen sinn och ganz bequem ze maachen. Mat dem richtege Botzprozess kënnen seng Reschter op e ganz niddrege Niveau kontrolléiert ginn. A Japan an e puer inlännesch Hiersteller adoptéieren dëst Formelsystem. Wéinst senge héije Rohmaterialkäschten ass säi Präisvirdeel awer net offensichtlech.
(2) Klebstoff- a Harzversioun: An der spéiderer Phas vum Diamantdrotschneidprozess ass de Siliziumwafer beim akommenden Enn am Viraus duerchgeschnidden ginn, de Siliziumwafer um Ausgangsende ass nach net duerchgeschnidden, den fréi geschniddene Diamantdrot huet ugefaang bis bei d'Gummi-Schicht an d'Harzplack ze schneiden, well de Siliziumstaangklebstoff an d'Harzplack allebéid Epoxyharzprodukter sinn, läit säi Weichmachtspunkt am Fong tëscht 55 an 95 ℃, wann de Weichmachtspunkt vun der Gummi-Schicht oder der Harzplack niddreg ass, kann se beim Schnëttprozess liicht erhëtzen a mëll ginn a schmëlzen, um Stoldrot an der Uewerfläch vum Siliziumwafer hänken, wouduerch d'Schnëttfäegkeet vun der Diamantlinn erofgeet, oder d'Siliziumwafer ginn mat Harz bedeckt, nodeems se befestegt sinn, ass et ganz schwéier se ofzewäschen, sou eng Kontaminatioun geschitt meeschtens beim Rand vum Siliziumwafer.
(3) Siliziumpulver: Beim Schneiden vum Diamantdrot gëtt vill Siliziumpulver produzéiert. Beim Schneiden gëtt den Inhalt vum Mörtelkühlmëttelpulver ëmmer méi héich. Wann de Pulver grouss genuch ass, hält en sech un der Siliziumuewerfläch un. Duerch d'Gréisst a Verfeinerung vum Siliziumpulver beim Schneiden vum Diamantdrot gëtt et méi einfach, sech op d'Siliziumuewerfläch ze adsorbéieren, wat d'Botzen schwéier mécht. Dofir sollt d'Qualitéit vum Kühlmëttel op den neisten Stand bruecht ginn a reduzéiert den Inhalt vum Pulver am Kühlmëttel.
(4) Botzmëttel: Déi aktuell Notzung vun Diamant-Drot-Schneidhersteller benotzt meeschtens Mörtel-Schneiden zur selwechter Zäit. Meeschtens gëtt de Virwäsch, de Botzprozess an de Botzmëttel fir de Mörtel-Schneiden benotzt. D'Technologie vun enger eenzeger Diamant-Drot-Schneidtechnologie ass awer vum Schneidmechanismus aus komplett. D'Kältemëttel- a Mörtel-Schneidtechnologie ënnerscheede sech staark. Dofir sollten déi entspriechend Botzprozesser, d'Doséierung vum Botzmëttel, d'Formel asw. fir den Diamant-Drot-Schneidprozess ugepasst ginn. De Botzmëttel ass e wichtegen Aspekt. Déi originell Formel vum Botzmëttel ass Tensid. D'Alkalinitéit ass net gëeegent fir d'Botzen vu Siliziumwaferen vum Diamant-Drot. D'Zesummesetzung an d'Iwwerreschter vun der Uewerfläch vum Siliziumwafer solle gezielt fir d'Botzprozess benotzt ginn. Wéi uewe scho gesot, ass d'Zesummesetzung vum Entschäumungsmëttel beim Mörtel-Schneiden net néideg.
(5) Waasser: Iwwerlafwaasser vum Diamantdrotschneiden, Virwäschen a Reinigung enthält Ongereinheeten, déi sech un der Uewerfläch vum Siliziumwafer absorbéiere kënnen.
Reduzéiert de Problem, datt Samt-Hoer wäiss ausgesinn, Virschléi
(1) Fir de Killmëttel mat gudder Dispersioun ze benotzen, an de Killmëttel ass et néideg en Entschäumungsmëttel mat geréngem Rescht ze benotzen, fir d'Iwwerreschter vun de Killmëttelkomponenten op der Uewerfläch vum Siliziumwafer ze reduzéieren;
(2) Benotzt e passenden Klebstoff a Harzplack fir d'Verschmotzung vum Siliziumwafer ze reduzéieren;
(3) D'Kältemëttel gëtt mat purem Waasser verdënnt, fir sécherzestellen, datt keng liicht Reschtverunreinigungen am benotzte Waasser bleiwen;
(4) Fir d'Uewerfläch vun engem Diamantdrot geschniddene Siliziumwafer, benotzt e méi gëeegent Botzmëttel fir Aktivitéit an Reinigungseffekt;
(5) Benotzt den Online-Réckgewinnungssystem vun der Diamantlinn-Kühlmëttel, fir den Inhalt vu Siliziumpulver am Schnëttprozess ze reduzéieren, fir d'Iwwerreschter vu Siliziumpulver op der Uewerfläch vum Siliziumwafer effektiv ze kontrolléieren. Gläichzäiteg kann et och d'Verbesserung vun der Waassertemperatur, dem Duerchfluss an der Zäit beim Virwäschen erhéijen, fir sécherzestellen, datt de Siliziumpulver rechtzäiteg gewäsch gëtt.
(6) Soubal d'Siliziumwafer op den Botzdësch geluecht ass, muss se direkt behandelt ginn, an d'Siliziumwafer muss während dem ganze Botzprozess naass gehale ginn.
(7) De Siliziumwafer hält d'Uewerfläch beim Entgumméiere fiicht a kann net natierlech dréchnen. (8) Beim Reinigungsprozess vum Siliziumwafer kann d'Zäit, déi en an der Loft ausgesat ass, sou wäit wéi méiglech reduzéiert ginn, fir d'Bildung vu Blummen op der Uewerfläch vum Siliziumwafer ze verhënneren.
(9) D'Botzpersonal däerf d'Uewerfläch vun der Siliziumwafer während dem ganze Botzprozess net direkt beréieren a muss Gummihandschuesch undoen, fir keng Fangerofdréck ze produzéieren.
(10) An der Referenz [2] gëtt um Batterieënd e Botzprozess mat Waasserstoffperoxid H2O2 + Alkali NaOH no engem Volumenverhältnis vun 1:26 (3%NaOH-Léisung) benotzt, wat d'Optriede vum Problem effektiv reduzéiere kann. Säi Prinzip ass ähnlech wéi d'SC1-Botzléisung (allgemeng bekannt als Flëssegkeet 1) vun engem Halbleiter-Siliziumwafer. Säin Haaptmechanismus: Den Oxidatiounsfilm op der Uewerfläch vum Siliziumwafer gëtt duerch d'Oxidatioun vun H2O2 geformt, wat duerch NaOH korrodéiert gëtt, an d'Oxidatioun a Korrosioun trieden ëmmer erëm op. Dofir falen d'Partikelen, déi um Siliziumpulver, Harz, Metall, etc. befestegt sinn, och mat der Korrosiounsschicht an d'Botzflëssegkeet; duerch d'Oxidatioun vun H2O2 gëtt déi organesch Matière op der Waferuewerfläch a CO2, H2O ofgebaut an ewechgeholl. Dëse Botzprozess gouf vu Siliziumwaferhersteller benotzt fir Diamantdrot ze schneiden, monokristallin Siliziumwafer, Siliziumwafer am Inland an Taiwan an aner Batteriehersteller, déi Batch-Benotzung vu Samtwäiss benotzen. Et gëtt och Batteriehersteller, déi ähnlech Samt-Virreinigungsprozesser benotzen, fir och effektiv d'Erscheinung vum Samtwäisse ze kontrolléieren. Et ass ze gesinn, datt dëse Reinigungsprozess am Reinigungsprozess vun de Siliziumwafer bäigefüügt gëtt, fir d'Iwwerreschter vun de Siliziumwafer ze entfernen, fir de Problem vun de wäissen Hoer um Batterie-Enn effektiv ze léisen.
Conclusioun
Aktuell ass den Diamant-Drot-Schneiden déi wichtegst Veraarbechtungstechnologie am Beräich vum Eenkristall-Schneiden ginn, awer am Prozess vun der Verbesserung vum Problem vun der Samtwäiss-Produktioun huet et Siliziumwafer- a Batteriehersteller Stéierungen opgeworf, wat dozou gefouert huet, datt Batteriehersteller e gewësse Widderstand géint den Diamant-Drot-Schneiden vu Siliziumwafer hunn. Duerch d'Vergläichsanalyse vun der wäisser Fläch gëtt dëst haaptsächlech duerch Réckstänn op der Uewerfläch vum Siliziumwafer verursaacht. Fir de Problem vu Siliziumwafer an der Zell besser ze vermeiden, analyséiert dësen Artikel déi méiglech Quelle vun der Uewerflächenverschmotzung vu Siliziumwafer, souwéi Verbesserungsvirschléi a Moossnamen an der Produktioun. Jee no der Zuel, der Regioun an der Form vun de wäisse Flecken kënnen d'Ursaachen analyséiert a verbessert ginn. Et ass besonnesch recommandéiert, de Waasserstoffperoxid + Alkali-Botzprozess ze benotzen. Déi erfollegräich Erfarungen hunn bewisen, datt dëst de Problem vum Diamant-Drot-Schneiden vu Siliziumwafer bei der Samtwäiss-Produktioun effektiv verhënnere kann, fir d'allgemeng Branchenexperten an d'Produzenten ze informéieren.
Zäitpunkt vun der Verëffentlechung: 30. Mee 2024